|
|
|
© James H Nobbs |
|
|
|
|
The making of pigment powders is not an end in itself but a step towards colouring some type of material. It follows that the colouring properties of pigments are best tested in the same type of material in which they are to be used, the principle types being printing inks, paints and plastics.
Pigments are used in materials in the form of a dispersion of fine particles and the colour produced by the dispersed pigment depends on the distribution of sizes and shapes of the particles. The potential colouring properties of a pigment are established by the physical state of the pigment particles at the moment of formation. The realised colouring properties are determined by the quality of the dispersion in the material in which it is used.
The optical properties of a colorant determine the colour produced when:
|
|
the pigment is used in a mixture with other colorants or coloured materials in the formulation of a coating material; the material is applied in the form of an opaque layer; the material is applied in the form of a semi-transparent layer of material coated on a substrate. |
Ideal instrumental method
Remembering that the colour mixing properties of a material can be characterised by the Kubelka-Munk absorption coefficient K and the Kubelka-Munk scattering coefficient S, it is not surprising that the some of the instrument based test methods incorporate the relationships linking K, S and the reflectance of a layer of the material.
In the situation of ideal test methods and ideal instruments, the colouring properties of a pigment could be specified by a set of values of K and S at a series of wavelengths covering the visible spectrum. The minimum set of wavelengths would be every 20 nm from 400 nm to 700 nm (16 wavelengths).
The ideal test method would be able to determine the K and S values for a sample of colorant in a material and then a comparison would be made with the specified values that represent the standard. To be able to conclude that the test material tested meets the specification, the K and the S values must agree to within ±1% (SE). This would ensure, when judged visually, that the test sample will produce that same colouring effect as the standard.
Determining reliable values of K and of S for a colorant dispersed in a material is surprisingly difficult. The optical properties of a material are strongly related to the degree of dispersion of the colorant particles (pigments). The degree of dispersion depends on the way in which the colorant is mixed and milled into the material, on the method of application of the material and the on the way the test panel is dried. The factors and conditions that can vary and affect the optical properties are:
|
|
The amounts of the components in the formulation of the test material The work energy put into the formulation during the initial hand mixing of the components The work energy put into the formulation during dispersion/blending by a machine The work energy put into the formulation during the application of the coating to the test substrate The method of drying the coated panel, i.e. normal or accelerated drying The aging of the dry test panel between production and measurement with the instruments, i.e. immediately or next day The method of operation of the measuring instruments |
Note that the work energy given to the formulation depends on time of milling, the mechanical action of the stirrer/blender/mill, the flow and the wetting properties of the formulation. The last two factors are both influenced by the temperature of the material.
Practical methods
Colouring properties are often determined by relative test methods. Each time a test is made, two samples of the colour formulation are prepared. Test panels are prepared from a formulation containing the test sample and from a second formulation containing a reference material. The materials, test and reference, are prepared side-by-side by the same technician. This ensures that, at the moment of assessment, the reference and test colorants have been subjected to identical processing conditions during the preparation of the coating mixtures and the panels.
Visual assessment
Visual judgement can determine if the colour of the test panel and standard panel match and, if they don’t match, can indicate the nature of the miss-match. The test panel and the reference panel are judged under controlled conditions in a light cabinet. The colour of the test panel is judged against the standard using the following criteria:
|
|
Intensity of colour: |
Stronger or weaker |
|
|
Purity of colour: |
Cleaner or dirtier |
|
|
Hue: |
Redder, yellower, greener or bluer |
If there is a colour miss-match then there is no satisfactory visual method of determining the underlying cause i.e., the extent of the difference in the absorption or the scattering properties of the test pigment compared to the standard.
Instrumental assessment
Instrument based methods of judging the colour appearance would measure the colour co-ordinates of the test and the standard panel and then determine the total colour difference dE*, and the component differences dL* (lightness) dC* (intensity of colour) and dH* (hue).
If there is a colour miss-match then instrumental methods can make a comparison between the sample test panel and reference panel. The reflectance values are analysed to obtain the absorption and scattering coefficients, K and S respectively, for each panel. The K and S values of the test material and the standard material may then be interpreted in terms of the relative tinting strength and the relative scattering power.
Colouring properties
Substrate
The paper, tin, or card substrate on which the materials are spread, coated or printed play a very important role in producing a high quality of test panel. The substrate must:
|
|
be mechanically robust enough to be easily handled and stored; be easily wetted by the coating material; not contain any component or a surface layer that is soluble in the coating material; not degrade under the conditions of accelerated drying; not degrade with age; have consistent reflectance properties across a panel and from one panel to the next; not contain any fluorescent compounds such of whitening agents. |
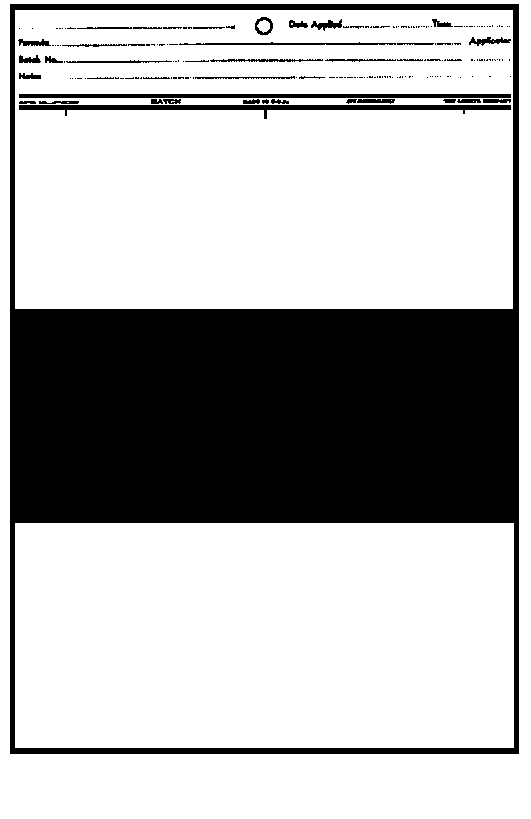
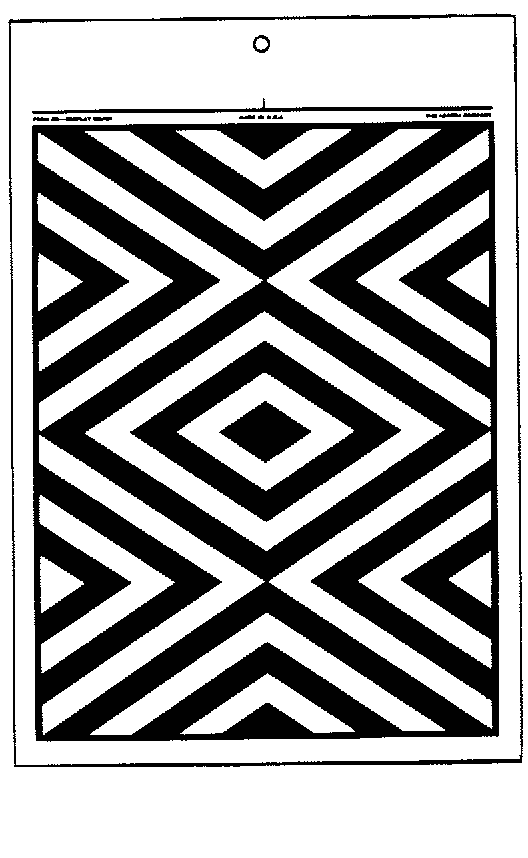
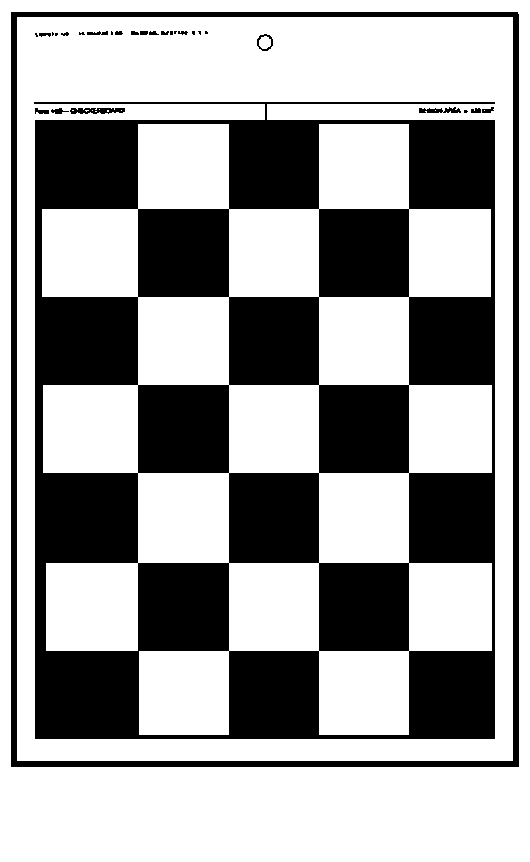
Special cards are available from companies such as Sheen Instruments that satisfy these requirements. The cards are often printed with black and white test patterns of registered design that provide a way of determining the opacity of a coating layer. The cards are often known by the name of the design, for example Leneta card or Morrest card.
Figure 1 shows the design of various types of Leneta test card.
Full-tone, mass-tone or self-colour panels
A dispersion of the pigment or colorant in a transparent, colourless medium is prepared by a standard method. For a lithographic ink system a typical formulation would be 40 parts by weight of pigment (organic) to 60 parts by weight of the lithographic medium. For a paint system a typical formulation would be 15 parts by weight of pigment (organic) and 85 parts by weight of the clear paint medium.
|
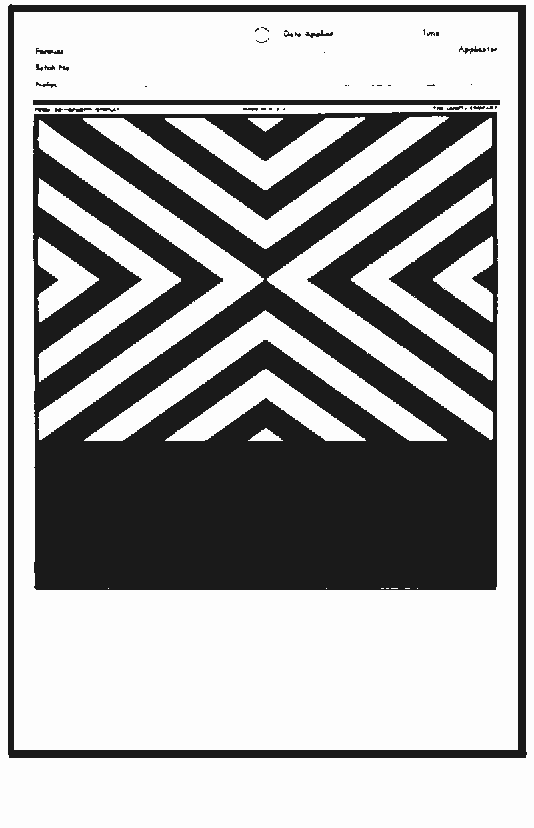
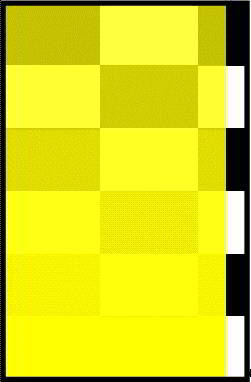
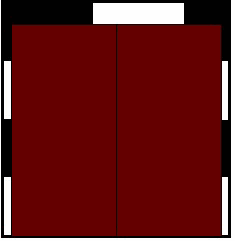
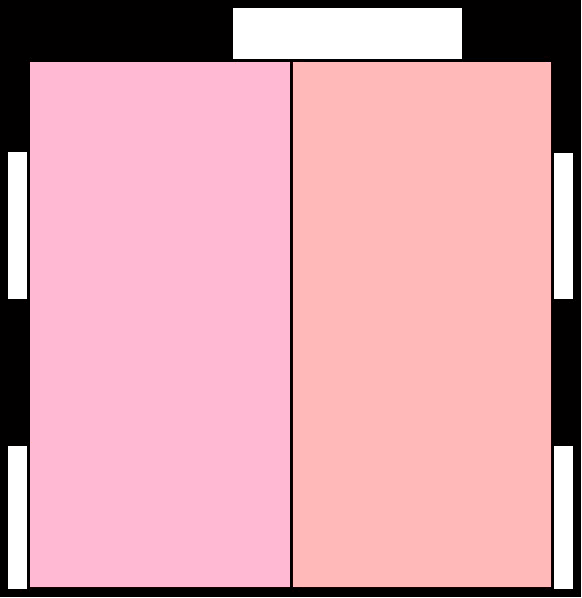
The material is applied to the substrate at a thickness that is designed to produce an opaque coating. Figure 2 shows a coating at several different thicknesses on an opacity chart and only the bottom region is hiding the chequered pattern of the substrate.
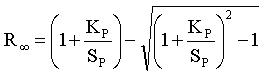
The reflectance properties, and hence the colour, of the opaque mass-tone panels is mainly determined by the ratio of the absorbing power of the colorant to the scattering power of the colorant (KP/SP) at each wavelength. This is shown by the equation
|
Reduction tone or undertone colour panels
A pigment or colorant is often used in paint materials that contain a white pigment such as titanium dioxide. In the case of printed materials, the printed layer is usually semi-transparent and absorbing selected wavelengths from white light as it passes to and from the backing material generates the colour of the print.
The colour of the mixture with white panel and is determined almost entirely by the light absorption properties of the colorant KP. If the colour of the panel made from the test pigment mixed with white is an acceptable match to the colour of the panel made from the standard pigment mixed with white, then the spectral values of the light absorption coefficient (KP) are in good agreement.
In a typical test procedure, a paint material is made containing 1.5 parts of test colorant to 13.5 parts of a standard white pigment, dispersed into 85 parts of the transparent paint medium. A similar material is made for the standard colorant. Opaque panels are prepared by coating the two paints side by side onto the opacity card and, when dry, the colours are compared.
It is often convenient for the white pigment to be pre-dispersed into the transparent paint medium, then only an appropriate amount of colorant needs to be weighed out and dispersed in order to carry out the tests. The white pre-dispersion is usually known as the Reduction White or the Reducing White.
Finger rub test of degree of dispersion
A partially dry reduction panel may also be used to carry out a crude check of the state of dispersion of the colorant in the coating material.
Transparency
The transparency of a material is related to the ability of the material to transmit light without changing its direction by scattering and is most important in connection with printing inks. Note that transparent materials are not necessarily colourless. A piece of stained glass and a photographic slide are both transparent, but they are certainly not colourless. The transparency depends on the scattering coefficient of the colorants. If no light scattering is taking place, then a thin layer of the material will be transparent.
The reduction panels are always opaque, because of the presence of the white pigment, therefore transparency is often judged using the mass-tone material. A thin layer of the mass-tone material is coated onto a substrate that has a white area and a black area. An opacity chart is usually used for this purpose as shown in Figure 2. The test sample and the standard sample are coated side-by-side and the question to ask is “at the same thickness of layer, which material colours the black substrate to the least extent?” The material with the least colour over black is the most transparent.
Mixture with a standard black
For test laboratories that are not be equipped to coat materials with a precise thickness of layer, the scattering properties of the colorants can be judged by preparing test panels that contain the colorant and a small amount of a standard black paint. This can be especially important for bright yellow, bright orange and bright red colorants.
The colour of the “black reduction” is strongly influenced by the light scattering properties of the colorant SP. If the colour of the test panel and the colour of the standard panel are an acceptable match then the spectral values of the light scattering coefficient (SP) are in good agreement.
In a typical test procedure, a paint material is made containing 1 part of a standard black pigment and 14 parts of the test colorant dispersed into 85 parts of the transparent paint medium. A similar material is made for the standard colorant. Panels are prepared by coating onto the opacity card and the colours are compared.
It is often convenient for the black pigment to be pre-dispersed into the transparent paint medium, then only an appropriate amount of colorant needs to be weighed out and dispersed into the black material in order to carry out the tests.
Panel preparation
The optical properties of the colorants are expressed relative to the scattering power of a reference white material. The reference white must be of consistent strength throughout the series of tests. The white should have the highest possible reflectance values and any contamination by poor working practices or yellowing with age should be avoided. Similar requirements of consistent properties also apply to the standard black.
Great care is needed in dispensing the amounts of each component when preparing the formulation. Whether the dispensing method is gravimetric or volumetric, the resolution of the measurement must be better than 0.1% of the batch size. For example the components for a 100g batch must be accurate to within 0.1 g (100mg). A precision digital top pan balance on a firm bench and free from draughts is ideally suited to this type of work. Where many sets of test panels are to be produced then an automatic dispensing system for the transparent medium, the reducing white and the standard black paint may be a more efficient method of mixture production.
It is good practice to measure the largest component into the mixing vessel first and then add the remaining components in descending order of amount. Placing a small component first into the container gives an opportunity for a significant amount to be trapped in a corner or remain stuck to the bottom surface and not fully mix into the formulation.
Strict cleanliness is required and a separate set of tools should be kept for handling the reduction white material. The likely effects of an accidental cross-contamination can be reduced by preparing the test mixtures of the brighter colorants (yellow, orange and red) first and then preparing the stronger, darker colorants (green, blue violet and black).
The optical properties of a dispersion depends on the distribution of sizes of the pigment particles. The tinting strength of a poor pigment dispersion is significantly less than that of a well dispersed system. The smaller the average particle size of the dispersion the higher the colour strength exhibited. It follows that the method of mixing and dispersing colorants into the formulation must be the same for each material.
The conditions under which the calibration panels dry also influences the colour developed. If the panels are to be dried by an accelerated process then it is necessary to check that there is no significant colour change compared to panels dried by the normal method. It should also be born in mind that the colour of a panel can change by a small but significant amount during the first few hours following drying. It is necessary to check the time stability and if the colour change is significant, a time delay between drying and colour assessment may be appropriate.
Coating method
Paint panels
The method of application of the coating can affect the strength developed by the colorants. Application by a spray gun performs considerably more work on the coating formulation than spreading by a wire wound bar or a slot coater. As a result each method can produce a slightly different colour from the same coating formulation.
Printed panels
The same detailed consideration of methods of measuring out, mixing, application and drying is needed for printed panels. The method of print production has to be carefully chosen to mimic the results obtained on production machinery. As an example consider the process of proofing lithographic paste inks. The ink is transferred to the substrate from a rubber surfaced print roller. The factors that influence to amount of ink transferred are the speed of print, the pressure on the roller and the softness of the roller. The first two are normally controlled by adjustment of the proofing machine. The softness of the print roller may depend on the cleaning process, which solvent is used and the how thoroughly the solvent is removed after cleaning.
Ideally each test print should have the same layer thickness; this demands very precise measurement of the amount of ink onto the proofing apparatus and an accurate, reproducible proofing operation. It is also necessary for each ink to have approximately the same rheological and tack properties. When the properties differ significantly, the amount of ink transferred to the substrate will vary systematically with the type of mixture under test.
If there is significant variation in the amount of ink deposited on the substrate then it will be necessary to change the application process or to correct mathematically for the variation in the layer thickness. The amount of ink deposited may be determined by weighing the substrate before ink application and weighing again after application and drying. A high precision top-pan balance would be required for this task.
Cleaning the proofing apparatus can take a significant time and it is a problem preventing cross-contamination of materials. Keeping four sets of proofing apparatus, a separate set for yellows, reds, greens and blue/blacks, can reduce this danger.
Bronzing refers to the metal like lustre that is exhibited by some prints at high concentrations of coloured ink. Bronzing occurs when there are an unusually high reflectance values at wavelengths close to the edge of a strong absorption band. The additional reflectance has an angular dependence similar to surface gloss has the complementary hue to the colour of the ink itself. The visual impression is a metallike or bronzelike appearance of the print at certain angles of view.
Bronzing is most apparent in very strong pigments such as phthalocyanine blue that exhibits a reddish/violet tint on bronzing. Bronzing is present in inks of other colours such as yellow, but is less obvious as the high lightness and chroma of a full strength yellow print masks the visual impression of bronzing. Over-varnishing the prints can dramatically reduce the effect.
Relative tinting strength (ISO 787/24)
The Schuster Kubelka Munk theory provides a simple equation that links the reflectance of an opaque layer to coefficients of light absorption and of light scattering. The International Standard ISO 787/24 (British Standard BS3483 A6) utilises the equation in the definition of a standard method to determine the relative tinting strength of pigments.
The full title of the standard is
"Determination of the relative tinting strength of coloured pigments and the relative scattering power of white pigments using a photometer"
Tinting strength
The ability of a pigment to absorb incident light, thereby having the power to colour or darken a white paint in which it is incorporated.
Definition of terms
The standard defines the following terms.
Spectral absorption coefficient K(λ)
The fraction of diffusely incident spectral radiant flux of wavelength λ that is absorbed in an elemental layer within a material divided by the thickness of the layer.
Spectral scattering coefficient S(λ)
The net transfer of spectral flux of wavelength λ from an elemental layer within a body of material illuminated from outside, divided by the product of the thickness and the difference between the magnitudes of the flux in the two directions through the layer.
The terms K(λ) and S(λ) are just the familiar Schuster Kubelka Munk coefficients for the material. The corresponding parameters for the pigment itself are termed the spectral absorption index and the spectral scattering index respectively. They are defined by referring to an opaque layer of a test material that contains only the test pigment and a clear, transparent binder.
Spectral
absorption index 
If K(λ) is the value of the absorption coefficient for a material containing a mass fraction C of pigment in a clear transparent binder, then
Relative tinting strength
The value of  is a measure of the tinting strength of the
pigment at the test wavelength, the relative tinting strength is
defined as
is a measure of the tinting strength of the
pigment at the test wavelength, the relative tinting strength is
defined as
Where the subscript 1 refers to the test pigment value and 2 to the reference pigment value.
Determination of the relative tinting strength
The value of  cannot be
determined directly from reflectance measurements of an opaque layer of
a coating material that contains the pigment, since the reflectance
depends on the ratio [K(λ)/S(λ)].
cannot be
determined directly from reflectance measurements of an opaque layer of
a coating material that contains the pigment, since the reflectance
depends on the ratio [K(λ)/S(λ)].
The standard defines a method
by which the spectral absorption index is determined relative to the
spectral scattering coefficient of a standard white pigment.
For example if Cp is the fraction of coloured pigment and Cw
the fraction of the standard white pigment in the paint formulation
then
[K(λ)/S(λ)] for the paint is given by:-
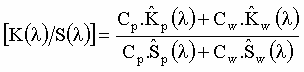
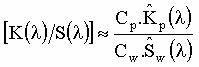
Where the subscript p and the subscript w denote values that refer to the coloured pigment and to the white pigment respectively. The amounts of each component in the formulation can be arranged so that, at the wavelengths where the coloured pigment most strongly absorbs light, it can be assumed that the absorption contribution of the test pigment is much greater than that of the white pigment.

and

In which case
Experimental
White paint
The formulation of the white paint used in the test should have a pigment volume concentration of between 15% and 20% in the dry layer. For example if the paint were made with an alkyd binder then a typical formulation would be
40 parts weight of TiO2
56 parts weight of alkyd binder solids
4 parts weight of calcium stearate
Weight fraction of reference and test pigments
The fixed weight fraction of test and reference pigment should be chosen to provide about 10% volume of coloured pigment to 90% volume of white pigment in the paint.
Test panel 1
A fixed weight fraction of the test pigment is dispersed into a standard white paint and a hiding layer drawn down or sprayed onto a hiding chart and dried by a standard method.
Test panel 2
The same weight fraction of the reference pigment is dispersed into a standard white paint and a hiding layer drawn down or sprayed onto a hiding chart and dried by a standard method.
Measurement
The reflectance spectrum ρ∞(λ) of each panel is measured.
Test wavelength
Normally a wavelength at a minimum in reflectance of the reference pigment panel is chosen, this corresponds to a maximum in the [K(λ)/S(λ)] function of the panel.
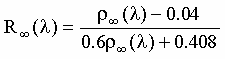
Gloss corrections
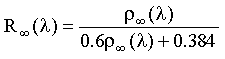
The Saunderson correction coefficients appropriate to the refractive index of alkyd (1.5) re=0.04 and ri=0.60 are used. If the refractive index of the binder were very different from that of alkyd then a more appropriate set of values for re and ri would need to be used.
Specular included measurement of ρ∞(λ)

Specular excluded measurement of ρ∞(λ)

Calculations
The Kubelka-Munk transformation is used, at the test wavelength, to generate [K(λ)/S(λ)]

for each panel. The relative tinting strength is determined from
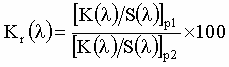
The subscripts p1 and p2 refers to values obtained from the panel containing the test pigment and values obtained from the panel containing the reference pigment respectively.
Example calculation
The
results of a strength test made on a sample of C.I. Pigment Violet 23
are shown in Table 1. The gloss corrected reflectance values
for the test and the reference sample panels are shown together with
values of
[K(λ)/S(λ)].
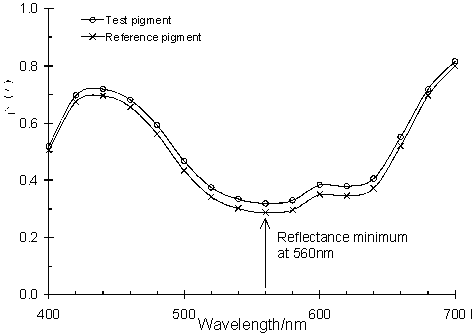
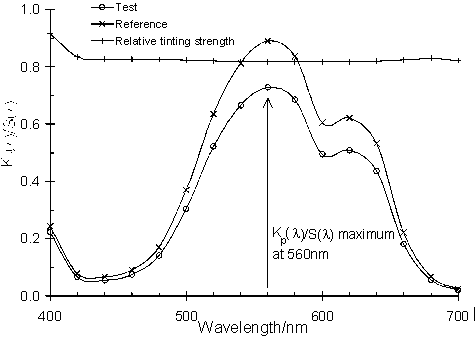
The reflectance values are plotted against wavelength in Figure 6. The Figure shows a clear minimum in reflectance at 560 nm and this wavelength should be used for calculation of relative tinting strength. The [K(λ)/S(λ)] values together with Kr(λ)/100 are plotted against wavelength in Figure 7.
A clear maximum in [K(λ)/S(λ)] is shown at 560 nm, the test wavelength, however the relative tinting strength is almost independent of wavelength throughout the spectrum.
Visually weighted strength function
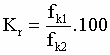
An interesting method of determining strength has been recommended by a number of the major European colorant manufacturers. The strength function is based on the Kubelka-Munk equation but has two advantages over that used above. Firstly the function is not specific to a single test wavelength and secondly the calculation involves visual weighting.
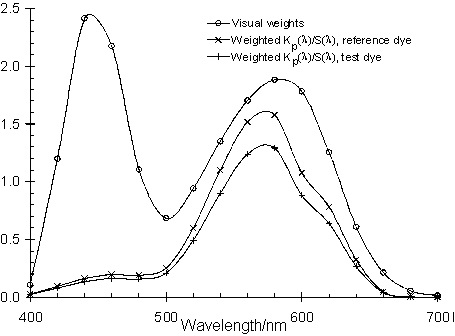
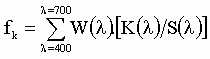
Instead of defining a single test wavelength, the strength function (fk) is the weighted sum of (K/S) values over the wavelength range 400 to 700nm. The weight W(λ) at each wavelength is the sum of the 10° observer colour matching functions.

The visual weights act to reduce the importance of the absorption coefficients at the outer limits of the spectrum, where the eye has limited sensitivity, and emphasise readings in the cyan, green and orange hue regions
Opaque substrate panels containing the test and reference dye are prepared by the methods described earlier. The reflectance values are measured, corrected for gloss and converted to [K(λ)/S(λ)] in an identical manner.
The relative tinting strength is given by:-
Relative scattering power of pigments (ISO 787/24)
The scattering power of a pigment is defined as:
“The ability of a pigment to diffuse incident light, thereby having the power to confer opacity and lightness to, for example, a paint in which it is incorporated.”
The main use of this type of test is to compare between the scattering properties of “white” pigments.
The scattering properties cannot be determined directly from reflectance measurements of opaque layers of the pigments, since the reflectance of an opaque panel depends on the ratio [K(λ)/S(λ)]. Instead, the method determines the spectral scattering coefficient of the pigment relative to the spectral absorption coefficient of a standard black pigment.
Definition of terms
The terms K(λ) and S(λ) are just the familiar Schuster Kubelka-Munk coefficients for the material.
Spectral absorption coefficient K(λ)
The fraction of diffusely incident spectral radiant flux of wavelength that is absorbed in an elemental layer within a material divided by the thickness of the layer.
Spectral scattering coefficient S(λ)
The net transfer of spectral flux of wavelength from an elemental layer within a body of material illuminated from outside, divided by the product of the thickness and the difference between the magnitudes of the flux in the two directions through the layer.
Spectral
scattering index 
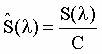
The corresponding parameters for the pigment itself are termed the spectral absorption index and the spectral scattering index respectively. They are defined by referring to an opaque layer of a test material that contains only the test pigment and a clear, transparent binder. If S(λ) is the value of the scattering coefficient for a layer containing a mass fraction C of pigment in a clear transparent binder, then
The value of  is a measure of
the scattering strength of the pigment at that wavelength.
is a measure of
the scattering strength of the pigment at that wavelength.
Relative scattering power
The relative scattering power is defined as
Where the subscripts 1 refer to the test pigment and 2 to the reference pigment values respectively.
Experimental
The scattering power is determined by preparing a test panel from a paint that contains the test pigment and a small amount of a standard black material. A reference panel is also required made from a paint that contains the reference pigment and the same small amount of the standard black material.
Standard black paint
A typical type of standard black paint is made up in two stages, a premix is made consisting of about
20.0 parts of black pigment
80.0 parts of alkyd binder solids
The premix is then dispersed and let down to produce the final black paint in about the following proportions
3.50 parts of premix
91.50 parts of alkyd binder solids
5.00 parts of calcium stearate
Panel preparation
A weight fraction of the test pigment is added to the final black paint so that in the dry paint layer the white pigment will provide about 95% of the pigment volume concentration.
Instrumental assessment
 for each panel.
for each panel.Test wavelength
For a white pigment, the test wavelength is normally chosen as 550 nm.
Calculations
To a good approximation the values of the Kubelka-Munk transformation at the test wavelength represent the ratio of the absorption of the standard black Kb(λ) to the scattering of the test pigment Sp(λ).
Where Cp is the fraction of test pigment and Cb the fraction of the standard black pigment in the paint formulation.
When the values of CP and Cb are the same in panel 1 as those in panel 2 then the relative scattering power is determined from:
The subscripts p1 refers to values obtained from the test pigment panel and p2 to values obtained from the reference pigment panel respectively.
Gloss correction
The gloss correction is carried out according to the Saunderson correction equation to obtain body or true reflectance values from the measured values (ρ). The correction coefficients appropriate to the refractive index of alkyd (1.5) re = 0.04 and ri= 0.60 are used. If the refractive index of the binder is very different from that of alkyd then a more appropriate set of values for re and ri would need to be used.
Hiding power of a coating formulation
Paint is intended to completely hide the colour of the underlying substrate. A number of national standards describe methods of specifying the hiding of a paint layer by reflectometry.
Typically, the coating is applied over substrate that has a white area and a black area.
ASTM standard
In the ASTM standard the tristimulus values of the sample over each background are measured and the result expressed by the contrast ratio CR
Where W and B denote the colour of the coating over the white and the coating over the black substrate respectively.
If the CR is equal to, or greater than, 0.98 then the coating is regarded as hiding.
DIN standard
In the DIN standard the CIE
L* a* b* values of the sample over each background are measured and the
hiding expressed by the colour difference 

If the  is equal to, or
less than, 1.00 then the coating is regarded as hiding.
is equal to, or
less than, 1.00 then the coating is regarded as hiding.
Spreading rate at hiding of a coating formulation
The ability of paint to hide
the colour of the underlying substrate can be expressed in a number of
practical ways. One of the most useful is the spreading rate
H, the area in m2 of test card that one litre of the test paint
will cover at a layer thickness that gives the limiting value of CR
or  .
.
 (m2/dm3)
(m2/dm3)
Where D is the wet thickness of the coating, in μm, that satisfies the just hiding limit.
|
|
|
|
© James H Nobbs |